El tallado de engranajes por generación con fresa madre, requiere unos avances de la mesa de la fresadora muy pequeños, ya que el corte se hace en varios dientes a la vez y resulta muy pesado.
Los avances automáticos propios de la máquina, resultan, con mucho, demasiado grandes para esta operación.
Si miramos el divisor por la parte de detrás, veremos que hay dos ejes de donde se puede tomar la salida para trasmitir el giro al husillo de la mesa:

Uno de los ejes es el eje auxiliar o diferencial, pensado sobre todo para la modalidad de división diferencial.
Este eje, va acoplado mediante un a pareja de engranajes cónicos internos al eje de la manivela, y para que gire, arrastrado por ella, es necesario que el plato de agujeros esté desbloqueado, y el punzón insertado en uno de los agujeros. En estas condiciones giraría a la misma velocidad que el eje de la manivela, y podría servir como eje motor del tren de engranajes del avance.
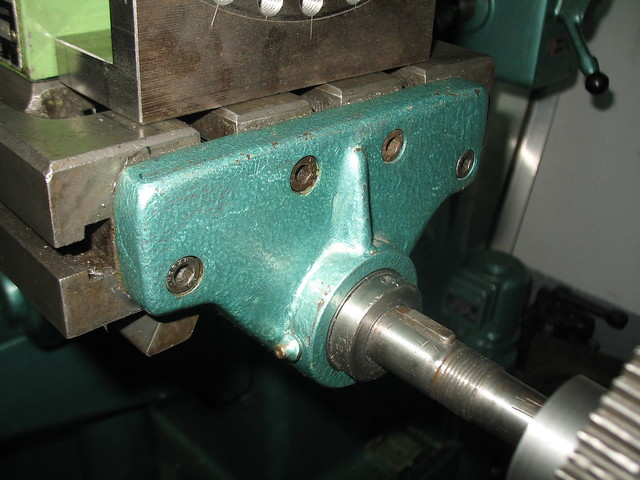
El otro eje que se ve, es la prolongación trasera (desmontable) del mandril del divisor. Este eje adquiere su giro a través del husillo y corona del divisor, de relación 1:40, por lo tanto gira cuarenta veces más lento que el primero.
Como lo que necesitamos es un giro muy lento del husillo de la mesa, está claro que será de este eje de donde tomaremos la fuerza para mover el tren de engranajes que trasmita el giro al husillo.
La trasmisión del giro se hace, como siempre, a través de un tren de engranajes montado en una lira.
El problema que surge aquí, es que la lira no se puede sujetar a la carcasa del prolongador trasero del mandril (como se haría en el otro eje), ya que este prolongador trabaja en voladizo y no tiene carcasa.
Otra posibilidad sería sujetar la lira en un collarín mecanizado en la tapa lateral de la mesa de la fresadora, alrededor del husillo de la misma, pero dicha tapa no tiene espesor suficiente para mecanizar el collarín.
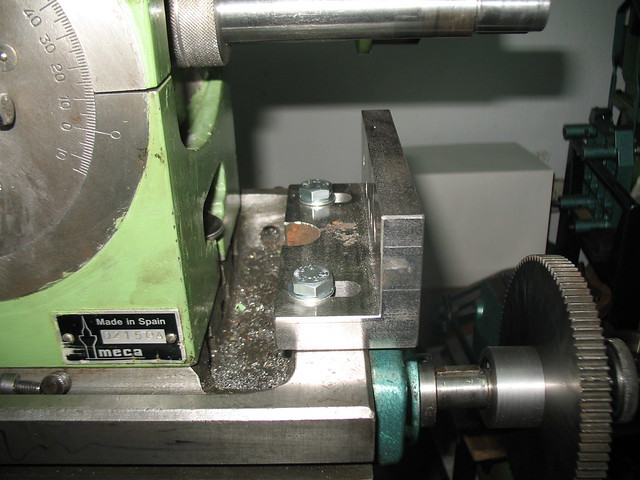
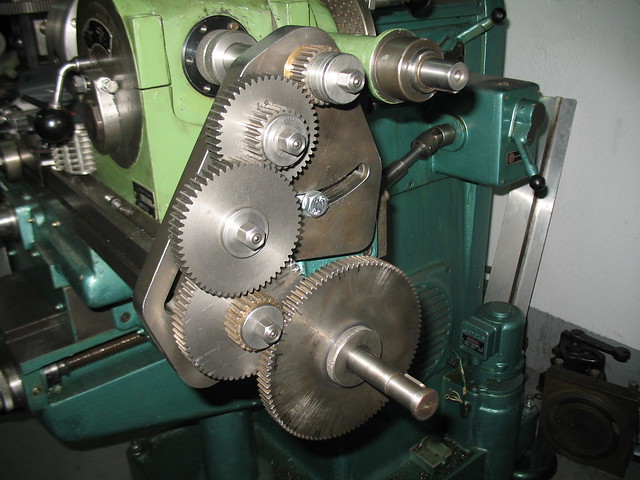
Una tercera posibilidad, que es la que he usado, consiste en montar la lira sobre el prolongador del mandril, sobre el que puede pivotar, pero sujetándola, mediante dos tornillos, a una escuadra auxiliar que, a su vez, se sujeta a la mesa de la fresadora. En la foto se ve la escuadra auxiliar con cinco agujeros roscados, dispuestos en un arco con centro en el eje de pivotamiento, de manera que, al menos dos de ellos, siempre quedan accesibles para sujetar la lira.
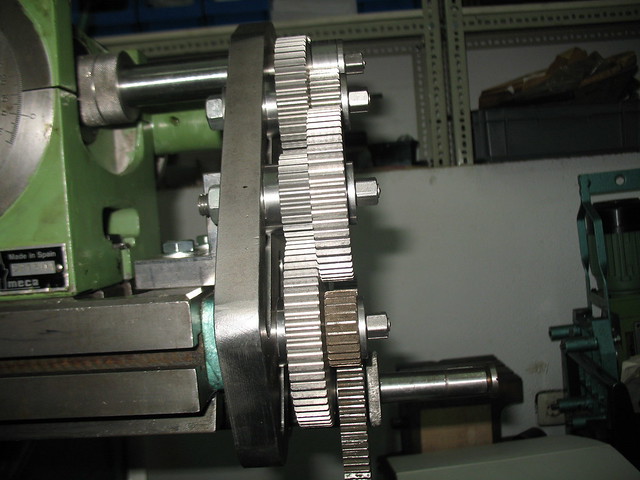
En la siguiente fotos se ve un momento del mecanizado de la lira:

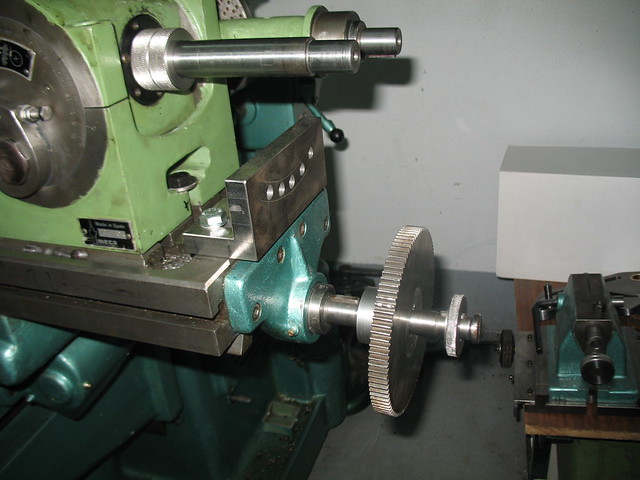
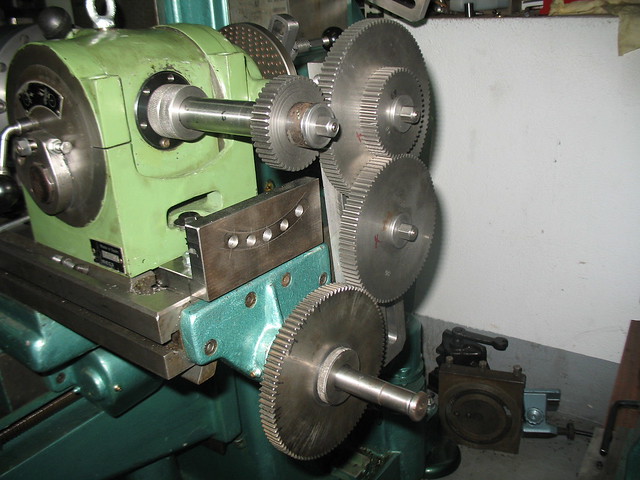
Y en la siguiente, la lira montada en posición:
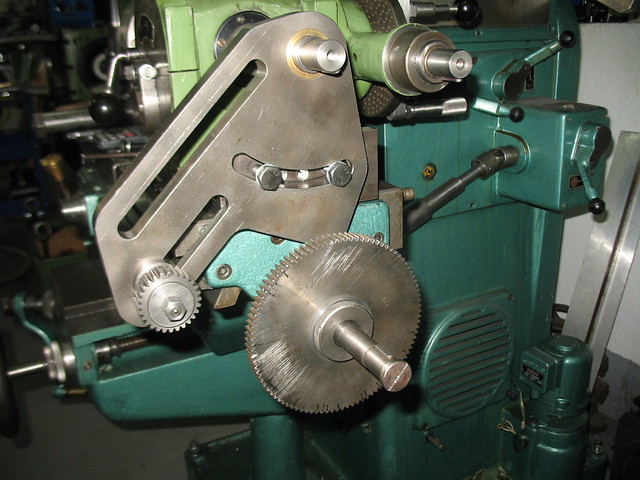
Como el eje gira durante el proceso, la lira debe llevar, en la zona de apoyo, un cojinete de bronce con un engrasador.
El último engranaje del futuro tren reductor, es el que va montado en el husillo, tal como se ve en la foto. Este engranaje siempre va a ser un engranaje grande, y para no prescindir del engranaje de 100 dientes del juego, adapté un engranaje de 97 dientes que tenía y que no me servía para nada por ser un número primo. Tuve que añadirle un cubo central, ya que la chaveta del husillo quedaba bastante más a la izquierda de la posición donde me interesaba que quedara el engranaje. mi idea es dejarlo montado permanentemente, mientras no moleste.

Las ventajas de esta disposición son muy grandes, ya que se puede conseguir con facilidad cualquier avance deseado por pequeño que sea. Así, por ejemplo, en la foto siguiente, y utilizando la siguiente combinación de engranajes:
24-48
24-56
28-64
24-97
se obtendría una reducción de 0,023, que multiplicado por 5 mm, que es el paso del husillo, da un avance de 0,116 mm. por cada vuelta del mandril del divisor.
Incluso prescindiendo de una de las parejas de engranajes reductores, se obtendría un avance alrededor de los 0,2 mm, y quedaría espacio en la lira para otro engranaje inversor del sentido de giro, si fuera necesario.
Esta no es la única posibilidad de obtener avances pequeños de la mesa.Ya se habló de este tema hace tiempo en el foro.
Concrétamente, josemog, en su mensaje titulado "Fresa madre" de fecha 21-01-2013, en la respuesta nº 20, publicaba unas fotos con otra opción que quería comentar.
Las fotos están en Imageshak, y no soy capaz de verlas, pero una de ellas era similar a la siguiente:
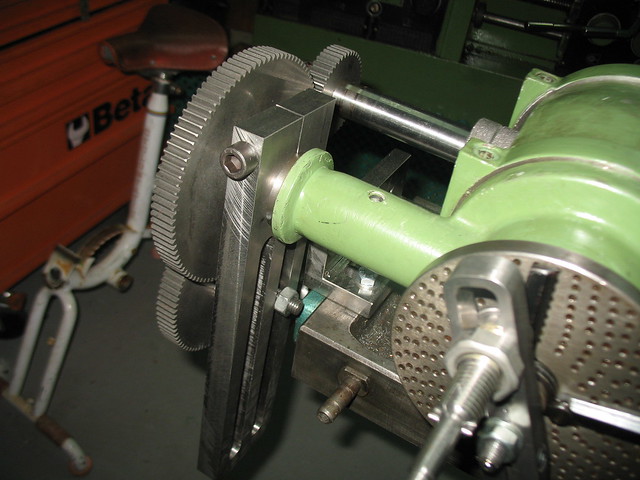
Según se ve en las fotos, también se pueden obtener avances suficientemente pequeños "puenteando" los dos ejes (el mandril y el auxiliar) con una pareja de engranajes, y a partir de ahí, ya se puede montar la lira convencional en la carcasa del eje auxiliar, sobre la cual montaríamos el resto del tren hasta el husillo.
IMPORTANTISIMO: Para utilizar esta opción hay que eliminar el giro propio del eje auxiliar, que quedaría loco, actuando únicamente como transmisor del giro del mandril. Para ello el disco de agujeros debe estar desbloqueado, y el punzón extraído de cualquier agujero.
El problema que tiene este montaje es que los dos engranajes que "puentean" los dos ejes deben tener justo la misma distancia entre centros que la distancia fija entre centros de los ejes, y sería una gran casualidad que justo dispusiéramos de tal pareja.
Además, aun disponiendo de esa pareja de engranajes, seguro que no serían los más adecuados para obtener un primer escalón de reducción importante.
En mi caso, la única pareja que se acerca a dicha distancia, es la de 44-100 dientes, que llegan a engranar pero solo parcialmente.
Con el resto de engranajes disponibles, obtengo un avance de 0,6 mm por vuelta del mandril, parecida mas o menos a la de josemog, suficiente para la mayoría de engranajes.(tal vez fuera excesivo para engranajes de módulo muy grande)
Por contra tiene la ventaja de no necesitar una tercera lira y su escuadra de sujeción.
Y con esto doy por terminada la serie de mensajes sobre el tallado de engranajes con fresa madre. El trabajo ha sido largo y, posiblemente no talle mas que unos pocos engranajes en el resto de mi vida, pero el disfrute no está en el destino sino en el camino recorrido, y yo he disfrutado de lo lindo.
Solo me falta corregir algunas interferencias que he observado entre las tuercas de sujeción de los árboles de engranajes, montar algún engrasador que me falta, y prolongar un poco algunas de las ranuras de las liras.
Cuando aprenda a grabar vídeos y subirlos a youtube os prometo mandaros alguno para ver el funcinamiento.
Espero que os haya gustado.
JMB


