Velocidad del plato de garras, sin utilizar un sensor de pulsos.A partir de la velocidad obtenida por el estimador matemático programado en el micro-controlador de la placa, se obtiene la velocidad del motor, la cual se usa en el proceso de regulación de la velocidad de la máquina.
Además, a partir de este dato, es posible obtener la velocidad en el plato de garras, simplemente dividiéndolo por la reducción que introducen las poleas.
He ampliado el proyecto, para incluir tres botones en la pantalla LCD destinada a mostrar la corriente consumida, y la velocidad de la máquina.
Si observamos las imágenes adjuntas, pulsando:
El
botón de la izquierda, se muestra la velocidad del motor.
El
botón intermedio, se muestra la velocidad del plato de garras, cuando usamos el set de poleas 1 (velocidad lenta).
El
botón de la derecha, se muestra la velocidad del plato de garras, cuando usamos el set de poleas 2 (velocidad rápida).
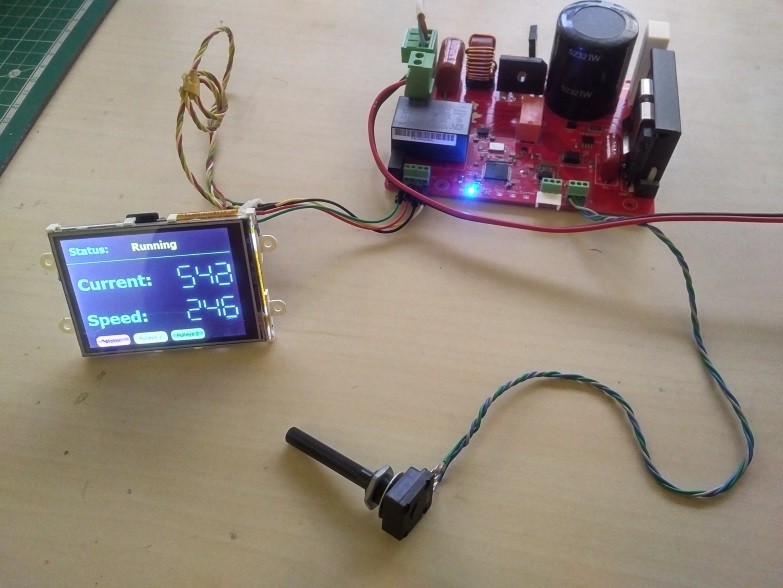 Vemos que no hay sensor de pulsos conectado, pero muestra la velocidad del plato de garras...!
Vemos que no hay sensor de pulsos conectado, pero muestra la velocidad del plato de garras...! Detalle de los botones que permiten seleccionar el grupo de poleas que estamos usando.Modificaciones realizadas.
Detalle de los botones que permiten seleccionar el grupo de poleas que estamos usando.Modificaciones realizadas.Al estudiar las capacidades del microprocesador que lleva la pantalla, comprobamos que dividir la velocidad de del motor por la reducción del set de poleas que estamos usando, no es una tarea trivial.
La primera opción, que sería hacer que el microprocesador del display divida la velocidad estimada del motor, por la reducción de las poleas, y a continuación muestre en pantalla el valor obtenido, no es viable:
Resulta que este microprocesador es muy sencillo, y no soporta números decimales (en coma flotante, float). Además, los números enteros son de solo dos bytes. Estas limitaciones hacían que solo se pudieran mostrar incrementos de velocidad de 100 rpm, lo que considero inaceptable.
Por ello, ha habido que modificar el conjunto del proyecto, para que:
- Las reducciones de las poleas se modifican y almacenan en la pantalla LCD, mediante un menú adecuado.
- Al arrancar, la pantalla envía la reducción actualmente utilizada, a la placa PCB de control, a través de la UART.
- La placa envía la velocidad, dividida por esa reducción de las poleas.
- El display simplemente muestra los datos que recibe.
Intentaré subir un vídeo en breve, para mostrar lo bien que funciona.


