Gracias a todos, ya lo he conseguido y me ha quedado muy bien.

Despues de probar a engancharlo en el torno de varias formas platos y garras, lo mas facil ha sido con la mordaza y un bloque en V, cogido por el aro que tiene. ( Lo vi en unode los videos del MIT, que buenos...)
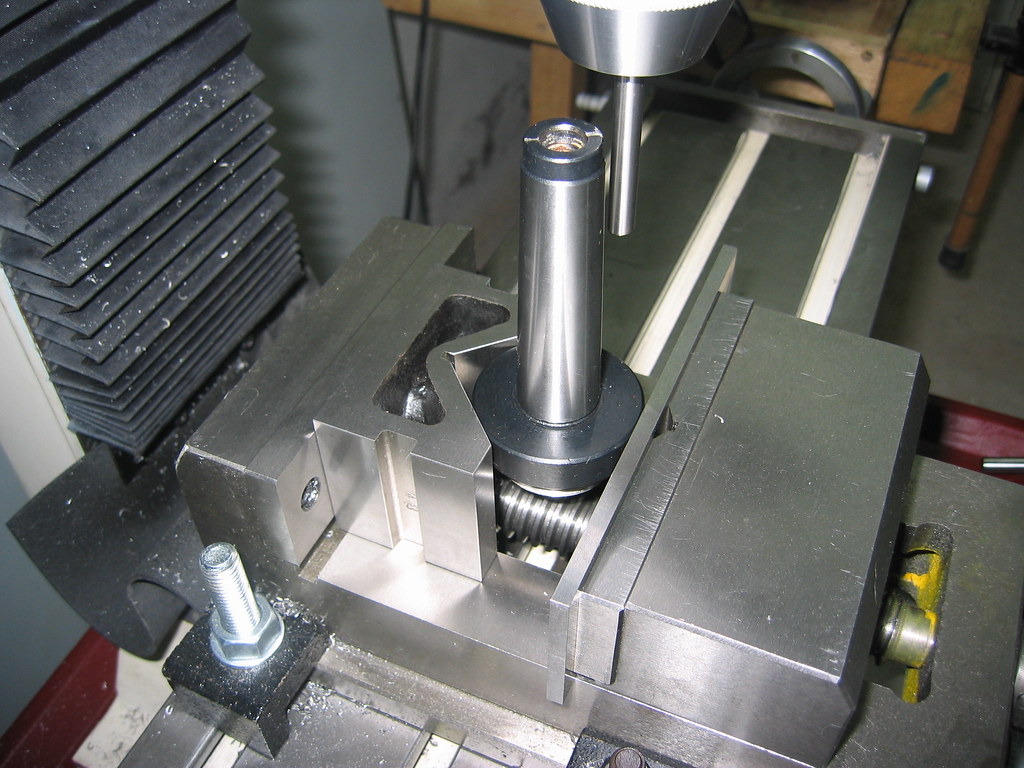
La mordaza es malilla y al apretar la garra movil se levanta un poco, asi que bloque V lo apoye en la fija y un paralelo en la movil.
Para centrarlo bien, lo hice con el portabrocas, una varilla en contacto con el cono que roza un papelin y una galgas. Unos golpecitos de maza para ajustar.
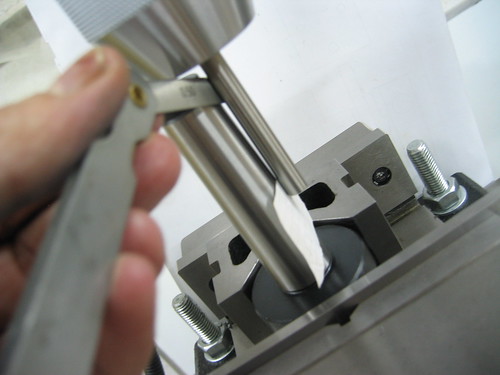
El centrado de la broca , a ojo sin problemas.

Inicio, el roscado con el primer macho en el portabrocas y girando a mano, pero al poco se pone muy duro y lo tengo que terminar a lo clasico.

La rosca ha quedado muy bien, recta y centrada, quizas un pelin dura, seguramente porque perfore a 10,2 en vez de a 10,25 porque no tenia la broca exacta.
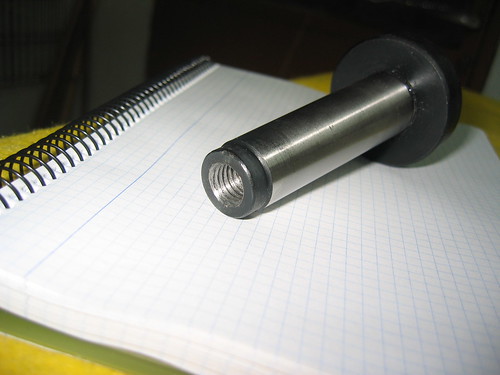
Ya montado y tensado.

Con el mandrinador roscado.

Gracias por las ayudas.

Tengo ganas de probarlo, pero ya sera otro dia.

Javier


