Perdón, me he equivocado de botón y se ha publicado el mensaje. Sigo con el rollo, primero con la imagen anterior a un tamaño adecuado:

Tengo varias correas dentadas del tipo T5, por lo que éste ha sido el paso elegido. Lo primero que hice es buscar información sobre la geometría de los dientes, aunque es realmente difícil encontrar datos exactos ya que en distintos sitios aparecen diferencias; al final tomé los siguientes:
- anchura del diente: 2,5mm
- profundidad: 1,27 mm
- ángulo del pefil: 50º
Con esto sólo quedaba fabricarse uno mismo la cuchilla. Mis habilidades con la muela y el cobalto son muy limitadas (las practicaré en las próximas vacaciones

), por lo que mi primera idea fue utilizar una fresa de 2mm y simplemente hacer unos ranurados de 2,5mm; luego encontré en el cajón una vieja broca de centrar de 2,5x6,35 que, además de sus filos hss, tiene la ventaja de tener un ángulo de 60º, y me puse a recortarla a ver que salía:

Con este equipamiento "high-tech", me dispuse a mecanizar la primera polea. Aprovechando que tenía un redondo de 100mm y para evitar los problemas que aparecen con el perfil de los dientes en las poleas de menor diámetro, me lié con nada menos que una polea de 62 dientes, cuyo diámetro exterior es de 97,85mm.


Os juro que el calibre pasó de 97,85mm a 97,87mm cuando moví ligeramente la mano para hacer la fotografía


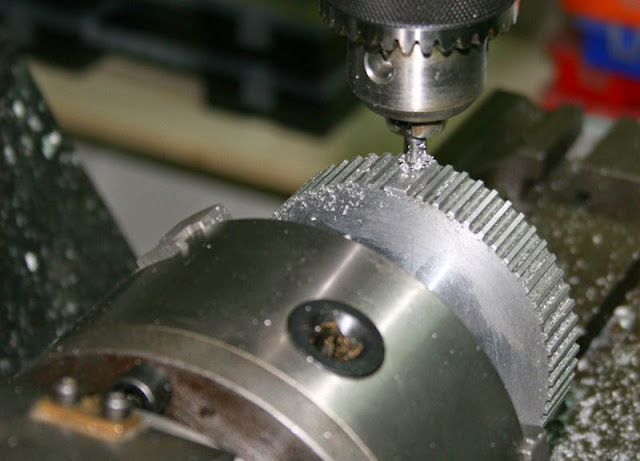
Aquí tenéis el cilindro de aluminio ya colocado en el plato divisor y posicionando la fresadora con el infalible método de la hoja de papel. No tengo portaherramientas de 6,35mm, por lo que he tenido que emplear el portabrocas; como los esfuerzos de corte no han sido muy elevados, no ha habido ningún problema.

Tallado del primer diente, con tres pasadas a 0,6 - 1 - 1,27mm de profundidad:

Unas cuantas vueltas de manivela después, compruebo con alivio que el último diente va en su sitio.
Antes de retirar la polea del plato divisor, compruebo el ajuste de la correa, por si hubiera que hacer algún retoque ¡Perfecto!

Animado por los buenos resultados, intenté una polea pequeña, de 14 dientes (diámetro 21,45mm); siguiendo los mismos pasos:
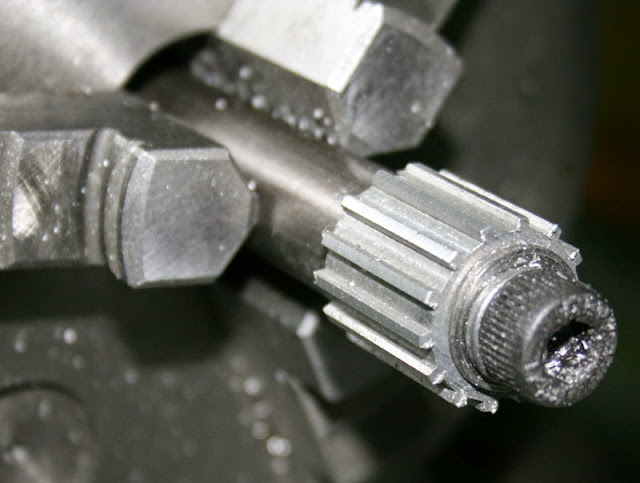
En la imagen se observa que, aunque plenamente funcional, el ajuste no es perfecto.

Lo ideal sería, como en el tallado de engranajes, disponer de un juego de cuchillas con los perfiles adecuados para un pequeño rango de diámetros de poleas. Lo que hice fue emplear otra estrategia: mecanizar la polea frontalmente, perfilándola con una fresa. El problema es que las dimensiones y los ángulos implicados son pequeños por lo que, aun empleando una fresa de 2mm, se aprecia un excesivo redondeo; no obstante, los resultados han sido bastante aceptables.
La anchura de la polea también está limitada por la longitud del filo de corte de la fresa; si deseamos una polea ancha, hay que unir varias más estrechas. He empleado 4 redondos recortados de una placa de 5mm de aluminio.

Aquí podéis ver el montaje en la fresadora con la fresa de 2mm

Y el resultado final

Una ventaja importantísima para generar el gcode es la posibilidad de descargar los modelos CAD de las poleas en
http://sdp-si.com/web/html/products.htm (aquí también se pueden obtener las dimensiones de las poleas); de esta forma el código se genera muy fácilmente en VisualMill u otro CAM

Esta última polea se ajusta mucho mejor a la correa

Se puede comparar la diferencia entre las dos poleas mecanizadas de distinta forma; en la de la derecha podéis apreciar los redondeos que comentaba.

Bueno, espero que todo este rollo no os haya sido muy pesado. He encargado a China unas pequeñas fresas de 1 y de 1,5mm para mecanizar las poleas pequeñas con mayor precisión, ya os contaré como ha ido.


