Hola.
Sino me equivoco esa máquina es un router con eje motor para pinzas ER, ¿no?
Si es así, tienes complicado el tema de las alturas de la herramienta: para poderlo hacer tendrías que hacer una marca en la herramienta y ponerla siempre a la misma altura, con lo que sería manual y a "ojímetro", o "inventar" algún sistema para poderlo hacer con exactitud.
Eso está más pensado para herramientas que van fijas, en las que cambias el portaherramientas junto a la herramienta.
Te diré cómo lo hago yo:
Me olvido de configurar la altura en el software CAM.
Cada vez que cambio la herramienta, le configuro la altura directamente en el Mach, en la pestaña de offsets:
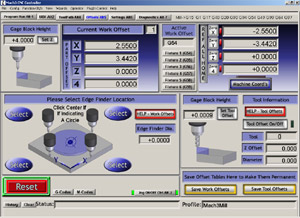
En esta pestaña tienes para configurar todos los parámetros de la herramienta, en los tres ejes.
Sino atinas a hacerlo, lo dices y te lo explico.
Respecto a tu otra cuestión, no te puedo dar parámetros exactos, aunque te diré que, dependiendo del tipo de aluminio y el tipo de acero, también cambian mucho.
Para el acero en un router, yo utilizaría pasadas de muy poca profundidad y bastante avance.
Para el aluminio, más profundidad y menos avance ... pero como te digo el aluminio, depende qué tipo sea, también tiene su miga: Si es de los duros, se mecaniza muy bien, pero si es de los blandos, a veces se "empasta" la fresa y has de parar para quitarle los restos de aluminio, sobre todo con diámetros de presa pequeños ... al menos eso me pasaba a mi, aunque quizás fuese que tampoco le ponía parámetros demasiado correctos.
Un saludo.


