Bueno gente

en vistas de que me dieron dos magníficas soluciones y no decidía.
Hice las dos



Bueno, terminé muy tarde anoche y no he terminado del todo ya que me quedó muy corto un hierro angulo que hay que volver a cortar y añadir y dos juegos de tornillos los voy a comprar hoy porque ayer no tenia los adecuados.
Así que Michel y Wecheco, paso a las

del proceso:
PD: Ni en joda me quedó algo tan prolijo como lo de la foto, si esperan eso dejen de leer aquí mismo... jajajaja.
Tenia unos pedazos de fierro mal cortado, perforado y roscado de un intento fallido de ball turner que nunca resultó bien, pero guarde porque:"Para algo va a servir" y llegó, me morí de re limar el cuadrado interno, que era para una herramienta cuadrada de cobalto, mas chica (Ahí perdí un montón de tiempo):

Ahora a refrentar una varillita para hacerle un eje:

Un agujerito para cilindrar entre puntos:
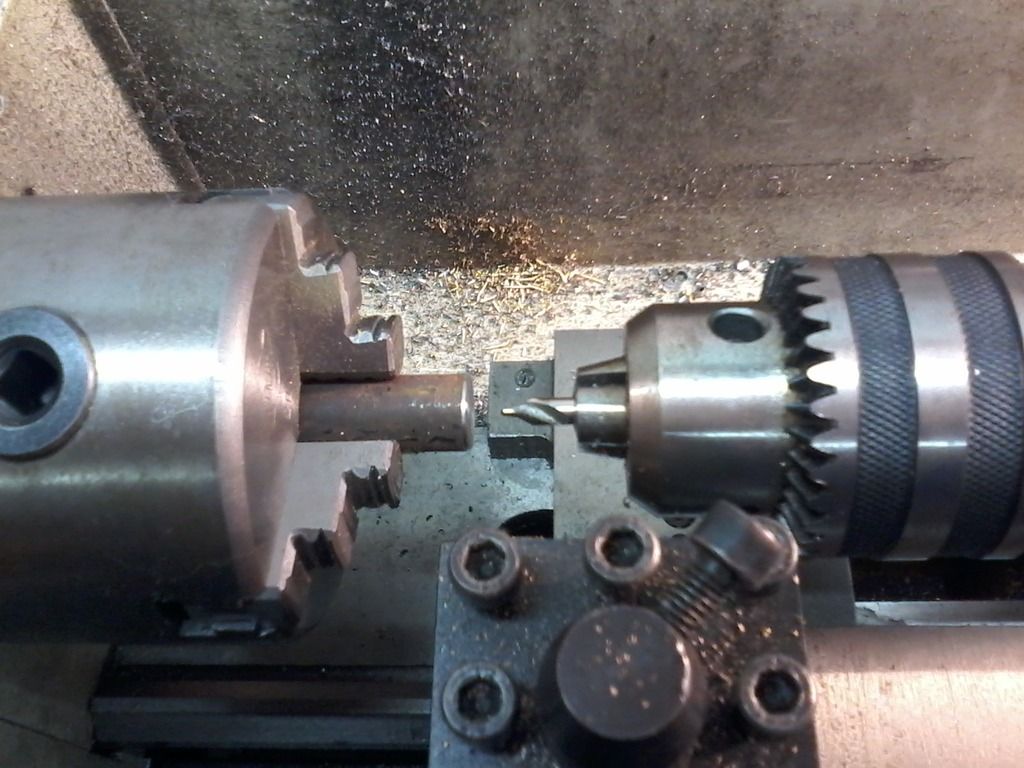
Un cilindradito:
Base para las plantillas "terminada" esta presentada y "clavada" pronta para soldar, se preguntarán ¿Porque esta forma, ya que Michel me dijo que usara algo al plato divisor y listo, el asunto es que ya tenia colocado el plato de garras, ya tenia el pedazo del ball turner fallido para usar y esta configuración me permite poner los pedazos de cuadrado mas grande directamente sin plantilla a la vez que me permite serializar los procesos de redondeado de los dos tamaños de plantilla que voy a precisar para las esferas de 5 y de 8mm respectivamente:

Seguimos.
Los diseños sobre la mesa de trabajo:

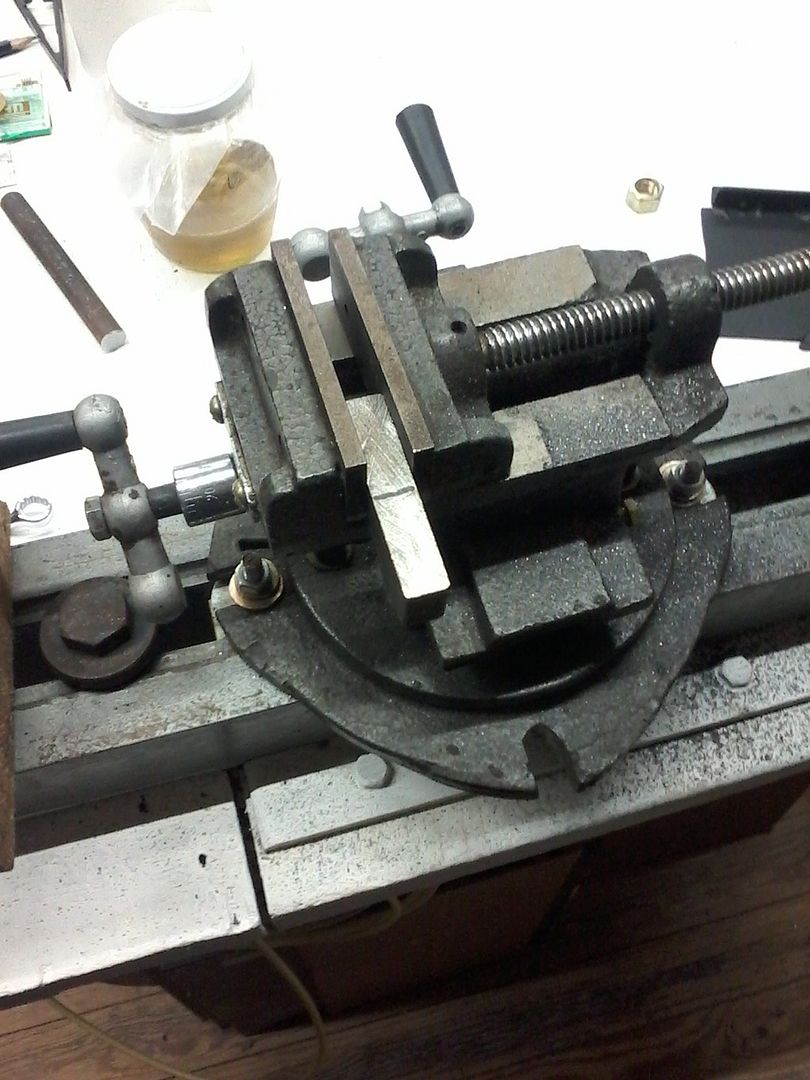
Aquí algo mas que tenia para el torno, aquí los platos de 4 garras de 80 y 100mm no llegan, así que me había hecho hace un tiempo un mandril araña, que así lo llaman en relojería, no es mas ni menos, que un casquillo del diámetro interior del tamaño exterior de la varilla cuadrada que pretendemos cilindrar con 4 tornillos que aprietan la varilla en el interior del casquillo para impedir su movimiento mientras es torneada, hace un tiempo que cambié el proceso por la que la usaba ya que lo simplifiqué, la puesta a punto demoraba mucho, las piezas eran demasiado pequeñas, no me gustaba mucho el acabado y el golpeteo me pareció que no era muy amigable con mi pequeño tornito:

Aquí estoy presentando las partes entre sí, la varillita de impresora con el angulo con la araña con un pedacito de fierro cuadrado de media pulgada de espesor, hola que tal mucho gusto, me parece que voy a cortar la planchuela en dos, la perforaré y la soldaré en cruz:

Aquí en la base casera de sierra de cinta de sobremesa que en otro capitulo de esta saga lo hice y me quedó de P... madre de bien.
Graneteamos y perforamos primero con mecha de centro:

Presentamos angulo a amoladora de banco: hola que tal, mucho gusto:

Los problemas surgen, claro se acaban de conocer y no tienen porque ser compatibles en todo, si hubiera tenido esta sabiduría cuando conocí muchas muchachas en mi juventud... bueno el tema es que los tornillos son cortos pero de cabeza gigante hexagonal, perdí pila de tiempo buscando dos tornillos del mismo pase y cabeza allen, encontré uno, opté finalmente por tornear la cabeza de los dos viejos y transformarlos a paleta ancha, mañana compraría los mas adecuados, solo queria hoy armar el prototipo:

Otro problema que rapidamente solucioné, el angulo en su cara es casi igual que el espesor de la varilla, así que la agujeree mas chico y tornee un extremo de la varilla, igual se me arrimó demasiado a la cara de donde sale la otra pared del angulo, no importa, mejor, mas traba para soldarla y que no se mueva si tiene un posterior trancazo trabajando, nada que no se solucione en la piedra, si me preguntan estaba todo calculado matemáticamente así:

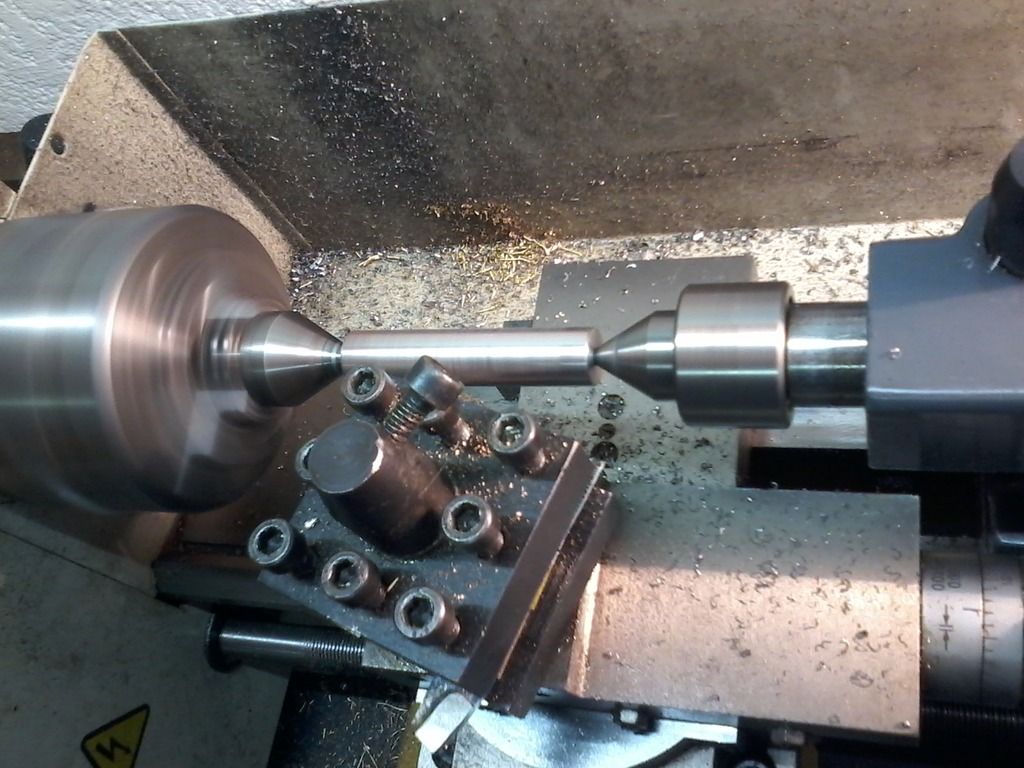
Otra refrentadita y agujereando para tornear entre centros:

Una lijadita con tela de esmeril entre centros:

Prueba del prototipo de la fresadora para las piezas largas, faltan las plantillas para piezas mas cortas, pero se enfrió luego de soldarla y no me aguantaba de probarla.

Aquí la pieza que toma los cuadrados para la amoladora, ya soldada y pintado lo que es de hierro:

Colocado lo que va ala amoladora de banco esperando a sus dos hermanos:

Aquí todos felices juntos, apretados a reventar y con una gotita de aceite para que corra sobre los dos ejes:

Problemas: Me quedó corto, me equivoque al medir, hay que cortar volver a soldar y re pintar el soporte que sale de la amoladora, aprovecho y tambien cambio los tornillos.


Los tornillos de la ex araña son muy largos, hoy ya los corto o compro cuatro mas cortos.
pero la probé como estaba y me parece casi bien, falta pulir esos dos detalles.
En el futuro me duplicaría este sistema por algo mas prolijo, con rulemanes, cambiaría el eje que sale de la amoladora de angulo por un eje con rulemanes y saldría un lino afilador de mechas...




