CAP 02
(Continuación)
Una vez recuperada la cámara de su viaje a Munich continúo con los carros. El problema es que el especialista en carros, Manolo Escobar, se ha retirado y me ha dejado todo el trabajo a mí.
Las cintas de ajuste (gib strep) están hechas y compruebo que aún así sigue existiendo holgura. Consigo mover el carro superior en el punto de máximo ajuste si le imprimo un movimiento rotatorio. Eso quiere decir que las guías de las colas de milano están también gastadas de forma irregular por lo que me decido a retocarlas: Voy a quitarles, aproximadamente, 0,01 mm de su superficie, ya que el desgaste, como comenté, no había sido lineal sino localizado. De es forma la guía, digamos, de la derecha tenía su zona desgasta en los 2 cms. finales y la guía de la izquierda (palabra vasca: ezquerra) tenía su desgaste en los 2 cms del principio. Quitar con la South Bend Shaper 0,01 mm de la superficie de una cola de milano exige un trabajo arduo de ajuste de la máquina. Primero hay que asegurar que el carro estará paralelo al movimiento del carnero (ram). Yo tengo fabricado un dispositivo que me permite colocar un reloj solidario con la cabeza del carnero, así puedo ir girando el tornillo que sujeta a la pieza del carro hasta que esté totalmente perpendicular:


El tornillo que sujeta la mordaza a la mesa de la limadora tiene un asiento cónico y tornillo cónico hecho por mí. Se afloja lo suficiente para no poderse mover a mano y con un martillo de goma se le van dan golpecitos hasta conseguir un lectura de cero en todo el recorrido del carnero. Después con un apriete normal queda fijado en esa posición.
Hago un inciso para decir que yo puedo tardar muchas horas, o días, en concebir y ejecutar cualquier tarea de estas. Necesito imaginar lo que voy a hacer. Pienso en el objeto y lo giro, en el espacio de mi mente, en todas las direcciones, lo mecanizo virtualmente y de la misma forma lo doy por bueno. Creo que tengo una visión espacial aceptable. De cualquier forma puedo estar siguiendo un camino largo y pueden existir otras formas de ejecutar estos procedimientos que lleven al éxito por caminos más cortos. También puedo estar equivocado y esas no son las ejecuciones adecuadas. Tanto en un caso como en el otro estoy abierto a consejos y aclaraciones. En el caso de elegir un camino largo no me importa mucho ya que de mí no depende ninguna producción fabril, en el caso de estar equivocado siempre celebro que alguien me enseñe algo. De cualquier forma en ambos casos, vuestros consejos y observaciones, serán bien recibidas.
Ahora hay que situar el plano inclinado de la cola de milano. Con un transportador de ángulos puedo apreciar que corresponde a uno de 50º. La cabeza de la limadora se puede girar a un ángulo determinado y tiene una escala para ello. De cualquier forma utilizo dicha escala como orientación y no como definitiva. En las siguientes fotos se puede ver cómo el reloj sigue el plano inclinado y permite que la cabeza recorra el ángulo original. Hay que tener en cuenta que la escala de la cabeza de la limadora tiene una resolución de 1º.


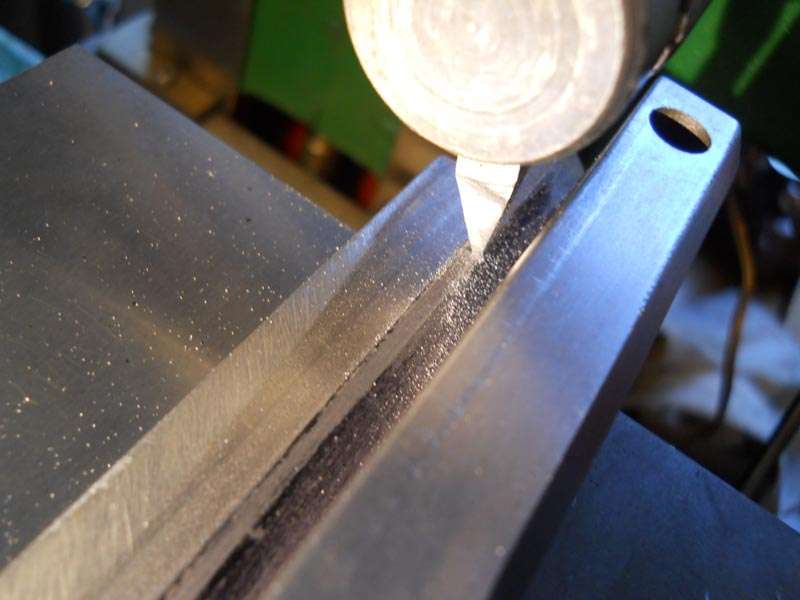
Una vez fijado el plano pasamos a repasarlo con la limadora. Las escalas de esta máquina tienen una resolución de 0,001, o sea 0,0254 mm. Antes de empezar a cortar yo elimino los backslash a mano tirando de las piezas móviles, después voy acercado la herramienta de corte, con la limadora en funcionamiento, intentando sacar 4 posiciones distintas en una división de la escala (0,0254 mm). De esta forma establezco la posición en la cual la herramienta comienza a cortar. Desde las primeras pasadas y como se ve en las siguiente fotos ya se aprecia el desgaste desigual producido por la mala operación de este pequeño torno en su anterior vida.

Una vez que la herramienta limpia la guía, o sea: no hay zonas mas bajas, dejo de cepillar.
No tengo fotos del proceso seguido en la otra guía. Explico que para pasar la máquina a la guía opuesta es necesario establecer como referencia la guía que se acaba de mecanizar. Para ello he empleado una barra calibrada de 6 mm de diámetro en contacto con el plano de la guía. Esa parte del carro que en el proceso anterior estaba vertical, ahora se coloca horizontal. Se cepilla de la misma forma que en la anterior guía. Calculo que se ha suprimido entre 0,01 mm y 0,02 mm de material en cada guía lo que hace un total entre 0,02mm y 0,04 mm. Parecerá poco pero esa supresión me ha obligado a hacer de nuevo la cinta de ajuste pues la anterior entraba demasiado y ya no se podía controlar con el tornillo de aproximación.
Los carros se deslizan, ahora, con suavidad y sin holguras. Queda pendiente para el conjunto repasar los diales y eliminar al máximo el backslash, para lo que adoptaré una solución de compromiso entre los diales de los nuevos Schaublin 70 de cabezal con rodamientos a bolas y esta máquina. Falta también el tornillo prisionero que sujeta el carro a la bancada. Traía un modesto y tosco tornillo de M8 con la cabeza limada y unas arandelas y yo lo he sustituido por un conjunto ad hoc.
Sigo cronológicamente el proceso que he empleado hasta ahora.
Una vez solucionada la bancada y los carros he limpiado concienzudamente y pintado todas las piezas. Para ello he seguido el mismo procedimiento empleado aquí:
http://foro.metalaficion.com/index.php/topic,3390.msg39059.html#msg39059...aunque los dos ayudantes que tuve entonces ya consideran esas tareas un tanto prosaicas y difícilmente puedo contar con ellos (y así debe ser). Hay fotos del proceso, pero no está completo, me faltan algunas, así que lo narraré brevemente en espera de que aparezcan: Decapar, lijar y pintar con el verde que utilizo para mis máquinas.
Reitero que cualquier duda, necesidad de explanación, fotos o cualquier cosa que consideréis necesaria para la compresión del proyecto me aprestaré raudo y veloz (¿cual centella?) a facilitarla.
Un saludo a todos (¡Sí, también a ti y a ti que estáis ahí agazapados!)
Dédalo


