Bueno, pues para que no decaiga el debate, pongo yo el apaño que me he preparado.
El que ha puesto m606paz (y el de Ishimura también) viene bien para ajustar la altura de la herramienta en las torretas de cambio rápido (siempre que uno tenga el torno nivelado, claro está), en las que girando el tornillito se sube o baja la herramienta, hasta que el nivel diga que ya está bien.
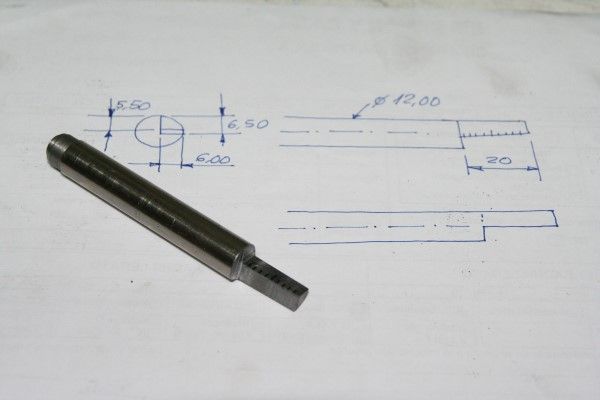
Pero para los que aún andamos con calzos de chapitas, no sirve de mucho, pues solo serviría para comprobar si la altura es correcta o no, pero no para medir cuánto tienes que añadir o quitar. Así que lo que yo uso es un trozo de varilla calibrada de 12 con unos fresados en la punta que me permiten ver si la herramienta está a nivel y, si no lo está, cuál es la diferencia que tengo que compensar:
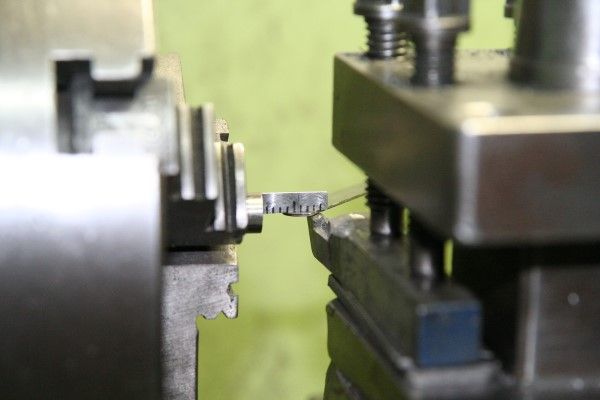
Para usarlo, monto la barrita en el plato, de forma que el corte recto quede vertical (no hace falta mucha precisión) y acerco la herrmienta, montada en la torreta. Si la altura es la correcta, tropezará con el saliente de la barrita cuando llegue a la marca de rotulador central, que marca la altura del eje del plato. Si está unas décimas más baja (hasta cinco décimas), tropezará un poco más a la izquierda y las marcas de rotulador me indican cuántas. Si está un poco más alta, tropezará un poco más a la derecha. Para no rayar la barrita, suelo interponer una chapita calibrada de 0,20mm. El punto en que pasa de deslizar a quedar pillada me indica la altura de la herramienta más esas dos décimas. Si faltan más de esas cinco décimas, pongo chapitas cuyo espesor ya tengo medido (con el micrómetro) y apuntado con rotulador en cada una. Y lo mismo: el punto donde la chapita (o grupo de chapitas) quede pillada entre la herramienta y el saliente me indica cuánto tengo que suplementar. Os aseguro que me resulta muy útil.
En la foto siguiente se ve cómo ha quedado pillada una chapita de 1,0 mm entre la cuchilla y el saliente, coincidiendo con la segunda marca a la derecha de la central. Como esa marca está 0,2mm por encima del eje, sé que tengo que suplementar 0,8 mm (la chapita de 1,0 menos los 0,2 por encima):